Individual Quick Freezing (IQF) has revolutionized the frozen food industry in India, enabling food processors to preserve fruits, vegetables, seafood, and ready-to-eat meals while maintaining their natural texture, nutritional value, and appearance. As India’s frozen food market continues to grow at a rapid pace, understanding IQF technology has become essential for food processing businesses looking to meet export standards and domestic quality demands.
In this comprehensive guide, we’ll explore everything you need to know about IQF technology, from the basic freezing process to equipment selection, costs, and practical applications in the Indian food processing industry.
What is IQF?
Definition of IQF
IQF stands for Individual Quick Freezing – a freezing method where individual pieces of food are frozen separately rather than in a solid block. This technology uses extremely cold temperatures (typically -30°C to -40°C) and high-velocity cold air to rapidly freeze food products while keeping each piece separate and free-flowing.
Unlike conventional block freezing where products freeze together in a mass, IQF ensures that each berry, vegetable piece, shrimp, or food portion freezes individually. This allows end-users to pour out exactly the quantity needed without thawing the entire package.
History and Development
IQF technology was developed in the 1960s to address the limitations of traditional freezing methods in commercial food processing. The technology gained prominence globally in the 1970s and 1980s as food safety standards evolved and international trade in frozen foods expanded.
In India, IQF adoption accelerated in the 1990s with the growth of seafood exports and has since expanded into fruits, vegetables, and ready-to-eat meals. Today, IQF is considered the gold standard for premium frozen food products in both export and domestic markets.
How IQF Works: The Process Explained
The Science Behind IQF
The effectiveness of IQF lies in its ability to pass through the critical zone (0°C to -5°C) extremely quickly. This is the temperature range where ice crystals form inside food cells. Rapid freezing creates smaller ice crystals that cause less damage to cell walls, better preserving texture, color, and nutritional content.
Step-by-Step IQF Process
1. Pre-Treatment and Preparation
- Food products are cleaned, sorted, and sized according to specifications
- For vegetables: washing, peeling, cutting, and blanching (brief heat treatment to deactivate enzymes)
- For seafood: cleaning, deveining (for shrimp), and portioning
- For fruits: washing, sorting by ripeness, and optional sugar solution treatment
2. Loading into IQF Freezer
- Products are spread in a single layer on a conveyor belt or fluidized bed
- Spacing is optimized to allow cold air circulation around each piece
- Load capacity depends on product type and freezer specifications
3. Rapid Freezing Phase
- Cold air at -30°C to -40°C circulates at high velocity (typically 2-6 m/s)
- Freezing time ranges from 5-40 minutes depending on product size and moisture content
- Small items like peas may freeze in 5-10 minutes
- Larger items like chicken pieces may take 30-40 minutes
- Target core temperature: -18°C or below
4. Collection and Packaging
- Frozen products exit the freezer as individual, free-flowing pieces
- Products are immediately packed in moisture-proof packaging
- Storage in cold rooms maintained at -18°C to -25°C
Temperature and Timing Factors
The freezing rate in IQF systems typically ranges from 1 cm to 5 cm per hour, significantly faster than conventional freezing methods. Key factors affecting freezing time include:
- Product size and thickness: Smaller pieces freeze faster
- Initial product temperature: Pre-cooled products freeze more efficiently
- Moisture content: Higher moisture products require more freezing time
- Air velocity and temperature: Higher speed and lower temperature accelerate freezing
- Product density and thermal properties: Vary by food type
IQF Equipment and Technology
Types of IQF Freezers
1. Fluidized Bed IQF Freezers
Best suited for: Small products like peas, corn, berries, diced vegetables
How it works:
- Products are suspended in a stream of cold air moving upward
- Creates a “fluid-like” motion that keeps pieces separated
- Excellent heat transfer efficiency
- Typical capacity: 500 kg/hr to 5,000 kg/hr
2. Belt Tunnel IQF Freezers
Best suited for: Medium to large products like shrimp, chicken pieces, cut fruits
How it works:
- Products move through a tunnel on a conveyor belt
- Cold air flows perpendicular to product movement
- Multiple zones allow temperature control
- Typical capacity: 1,000 kg/hr to 10,000 kg/hr
3. Spiral IQF Freezers
Best suited for: High-volume production, packaged products, bakery items
How it works:
- Products travel on a spiral conveyor belt within a circular freezing chamber
- Compact footprint with large freezing surface area
- Suitable for continuous high-volume operations
- Typical capacity: 2,000 kg/hr to 8,000 kg/hr
4. Impingement IQF Freezers
Best suited for: Flat products like burgers, cutlets, pizza
How it works:
- High-velocity air jets directed at product surfaces from above and below
- Extremely fast freezing due to maximum air-to-product contact
- Higher energy consumption but fastest freezing times
- Typical capacity: 1,000 kg/hr to 6,000 kg/hr
Key Equipment Components
Modern IQF systems include:
- Refrigeration system: Typically ammonia (NH3) or carbon dioxide (CO2) based for industrial applications
- Air circulation fans: High-efficiency fans creating optimal airflow patterns
- Conveyor system: Stainless steel belts designed for food-grade applications
- Control panels: Automated systems monitoring temperature, belt speed, and airflow
- Insulated enclosure: Maintains internal temperature and prevents ice formation
- Defrost system: Automated cycles to remove ice buildup
Equipment Specifications for Indian Operations
For Indian food processing facilities, consider:
- Power requirements: Typically 3-phase, 440V supply; ensure adequate electrical infrastructure
- Floor space: 50-500 sq meters depending on capacity
- Ceiling height: Minimum 4-5 meters for proper installation
- Cold room integration: Pre-cooling and storage rooms at -18°C to -25°C
- Water supply: For cleaning and defrost cycles
- Drainage systems: Industrial-grade drainage for cleaning and maintenance
IQF vs Traditional Freezing Methods
Comparison with Block Freezing
| Aspect | IQF Freezing | Block/Plate Freezing |
|---|---|---|
| Freezing Time | 5-40 minutes | 2-12 hours |
| Ice Crystal Size | Small (minimal cell damage) | Larger (more cell damage) |
| Product Quality | Excellent texture retention | Some texture degradation |
| Convenience | Individual pieces, portion control | Must thaw entire block |
| Packaging | Free-flowing in bags | Solid frozen blocks |
| Cost per kg | Higher (₹3-8/kg) | Lower (₹1-3/kg) |
| End User Experience | Premium, convenient | Economy, bulk use |
| Export Suitability | Excellent | Limited |
Comparison with Blast Freezing
Blast Freezing uses very cold air (-30°C to -40°C) blown at high velocity but typically freezes products in trays or on racks rather than individually.
Key Differences:
- IQF: Products remain separated and free-flowing
- Blast Freezing: Products may stick together if not properly spaced
- IQF: Specialized equipment with conveyor systems
- Blast Freezing: Simpler setup, products on trays or racks
- IQF: Higher capital investment but better quality
- Blast Freezing: Lower equipment cost, suitable for certain applications
Quality Comparison
Nutritional Retention:
- IQF preserves 90-95% of vitamins and minerals compared to fresh produce
- Slow freezing may result in 20-30% nutrient loss due to cellular damage
- Studies show IQF vegetables often retain more nutrients than fresh vegetables stored for several days
Texture and Appearance:
- IQF products maintain firmness and structure after thawing
- Block-frozen products may become mushy due to larger ice crystal formation
- Color retention is superior in IQF due to minimal oxidation
Shelf Life:
- IQF products: 18-24 months at -18°C
- Properly maintained quality throughout storage period
- Reduced freezer burn risk due to rapid freezing and proper packaging
Benefits of IQF Technology
For Food Processors
1. Premium Product Quality
- Superior texture, color, and flavor retention
- Minimal nutrient loss during freezing
- Reduced product damage and breakage
- Consistent quality batch after batch
2. Operational Efficiency
- Faster freezing cycles increase throughput
- Reduced labor for portioning and packaging
- Automated processes minimize human error
- Continuous production capability
3. Market Access
- Meets international quality standards for exports
- Premium pricing for IQF products (15-30% higher than block frozen)
- Access to retail and foodservice channels
- Better shelf presentation and branding opportunities
4. Reduced Waste
- Individual freezing prevents product clumping
- Portion control reduces customer waste
- Extended shelf life minimizes spoilage
- Better inventory management
For End Users and Consumers
1. Convenience
- Pour out exact quantity needed
- No need to thaw entire package
- Quick cooking time
- No separation of stuck pieces
2. Food Safety
- Reduced bacterial growth due to rapid freezing
- No multiple freeze-thaw cycles
- Sealed individual pieces prevent cross-contamination
- Traceability throughout supply chain
3. Year-Round Availability
- Access to seasonal products throughout the year
- Consistent quality regardless of harvest season
- Price stability compared to fresh seasonal produce
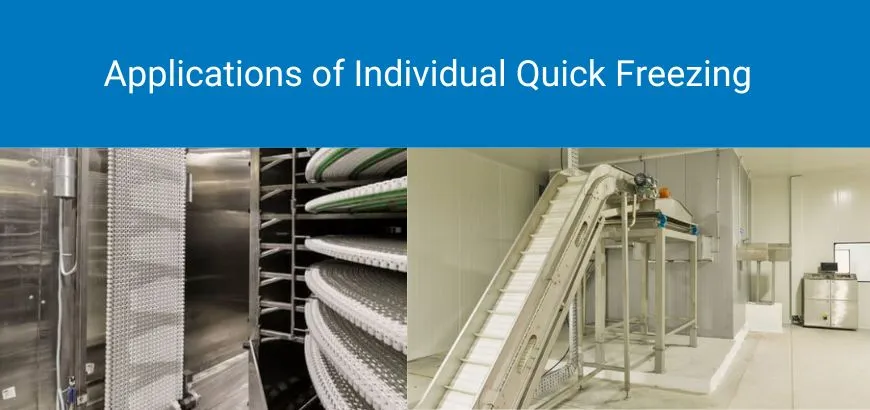
Applications in Indian Food Processing
Fruits and Vegetables
High-Demand IQF Products in India:
Vegetables:
- Green peas (one of India’s largest IQF exports)
- Sweet corn kernels
- Cut green beans
- Diced carrots and mixed vegetables
- Okra (bhindi) slices
- Cauliflower and broccoli florets
- Spinach and other leafy greens
- Diced potatoes and French fries
Fruits:
- Mango chunks and slices (India’s specialty)
- Strawberries and mixed berries
- Pomegranate arils
- Guava pieces
- Papaya chunks
- Banana slices
Market Opportunity: India’s IQF fruit and vegetable market is growing at approximately 12-15% annually, driven by export demand and increasing domestic consumption in metros.
Seafood and Aquaculture Products
Popular IQF Seafood:
- Shrimp and prawns (India is among top exporters)
- Fish fillets (tilapia, basa, pomfret)
- Squid rings and tentacles
- Octopus
- Cuttlefish
- Fish fingers and value-added products
Industry Insight: India exported approximately ₹46,000 crores worth of seafood in 2023-24, with IQF products commanding premium prices in markets like USA, Europe, Japan, and Middle East.
Poultry and Meat Products
IQF Applications:
- Chicken breast pieces
- Chicken strips and nuggets
- Mutton and lamb cuts
- Marinated kebabs and tikkas
- Meatballs and sausages
- Duck and quail products
Regulatory Note: All meat processing facilities must comply with FSSAI regulations and maintain cold chain from processing to retail.
Ready-to-Eat and Ready-to-Cook Products
Growing Segment in India:
- Parathas and rotis
- Samosas and other snacks
- Momos and dim sum
- Pizza bases and toppings
- Burger patties
- Traditional Indian dishes (paneer butter masala, dal makhani portions)
- Breakfast items (dosas, idlis)
Market Trend: India’s frozen ready-to-eat market is projected to reach ₹15,000-20,000 crores by 2027, driven by urbanization, working professionals, and nuclear families.
Dairy and Bakery Products
IQF Applications:
- Paneer cubes
- Cheese shreds and dices
- Butter portions
- Cookie dough
- Cake portions
- Pastries and desserts
Quality Standards and Food Safety
Indian Regulatory Framework
FSSAI (Food Safety and Standards Authority of India) Requirements:
- Licensing: Food processing facilities must obtain appropriate FSSAI license (Central/State based on turnover)
- Infrastructure Standards:
- Pest control measures
- Separate areas for raw material handling and finished products
- Proper drainage and waste disposal
- Adequate lighting and ventilation
- Food-grade equipment and surfaces
- Temperature Monitoring:
- Continuous recording of freezer temperatures
- Maintenance logs for cold chain
- Standard Operating Procedures (SOPs) for temperature deviations
- Hygiene and Sanitation:
- Regular cleaning and sanitization schedules
- Staff health checkups and hygiene training
- Pest control records
- Water quality testing
- Labeling Requirements:
- Product name and category
- Nutritional information
- Storage instructions (“Keep Frozen at -18°C or below”)
- Manufacturing and expiry dates
- FSSAI license number
- Allergen declarations
Export Standards
For businesses targeting international markets:
HACCP (Hazard Analysis Critical Control Points):
- Mandatory for seafood exports
- Recommended for all food processing
- Systematic approach to food safety
- Documentation of critical control points
BRC (British Retail Consortium):
- Required for European retail chains
- Covers food safety, quality, and operational criteria
- Annual certification audits
ISO 22000:
- International food safety management standard
- Integrates HACCP principles
- Demonstrates commitment to quality
USDA/FDA Compliance:
- For exports to United States
- Specific regulations for different product categories
- Facility inspection requirements
Quality Control in IQF Processing
Critical Parameters to Monitor:
- Pre-Freezing:
- Raw material temperature (should be 4°C or below)
- Time between harvesting/slaughtering and freezing
- Blanching time and temperature for vegetables
- Product size uniformity
- During Freezing:
- Air temperature in freezer
- Belt speed and product residence time
- Product core temperature at exit
- Ice formation on equipment
- Post-Freezing:
- Product temperature (must be -18°C or below)
- Packaging integrity
- Metal detection
- Weight accuracy
- Visual inspection for quality
- Storage:
- Cold room temperature monitoring
- First-in-first-out (FIFO) rotation
- Packaging condition checks
- Regular inventory audits
Cost Considerations for Indian Businesses
Capital Investment
Equipment Costs (Approximate for Indian Market):
| Capacity | Equipment Type | Investment Range (INR) |
|---|---|---|
| Small Scale (500-1000 kg/hr) | Fluidized Bed or Belt Tunnel | ₹50 lakhs – ₹1.5 crores |
| Medium Scale (1000-3000 kg/hr) | Belt Tunnel or Spiral | ₹1.5 crores – ₹4 crores |
| Large Scale (3000-8000 kg/hr) | Spiral or Multi-line Tunnel | ₹4 crores – ₹10 crores |
Additional Infrastructure:
- Building modifications: ₹20-50 lakhs
- Refrigeration plant: ₹30-80 lakhs
- Cold storage rooms: ₹15-40 lakhs per 100 MT
- Pre-processing equipment: ₹20-60 lakhs
- Packaging machinery: ₹10-30 lakhs
- Quality control lab: ₹5-15 lakhs
Total Project Cost: ₹1.5 crores to ₹15 crores depending on scale
Operational Costs
Per Kg Frozen Product (Approximate):
- Electricity: ₹2-4/kg (depending on state tariffs)
- Refrigerant and maintenance: ₹0.50-1/kg
- Labor: ₹1-2/kg
- Packaging material: ₹2-5/kg
- Raw material procurement: Variable by product
- Quality control: ₹0.30-0.50/kg
- Storage and handling: ₹0.50-1/kg
Total Processing Cost: ₹6-13/kg (excluding raw material cost)
Return on Investment (ROI)
Revenue Potential:
Assuming a medium-scale operation (2000 kg/hr, 8 hours/day, 300 days/year):
- Annual capacity: 4,800 MT
- Processing cost: ₹40,000-60,000 per MT
- Selling price: ₹80,000-150,000 per MT (depending on product)
- Gross margin: 40-60%
Payback Period: Typically 3-5 years with efficient operations and good market access
Key Success Factors:
- Consistent raw material supply at competitive prices
- High capacity utilization (75-85%)
- Market linkages (export contracts or retail tie-ups)
- Efficient energy management
- Quality certifications opening premium markets
Government Incentives and Support
Schemes Available for Indian Food Processors:
- PMFME (PM Formalization of Micro Food Processing Enterprises):
- Credit-linked subsidies for equipment
- Up to 35% subsidy (varies by category)
- Working capital support
- PMKSY (Pradhan Mantri Kisan Sampada Yojana):
- Infrastructure development support
- Subsidy for cold chain and processing units
- 35-50% of project cost (varies by region and category)
- State-Specific Incentives:
- Capital subsidy on equipment
- Land at concessional rates in food parks
- Electricity tariff concessions
- Tax benefits
- APEDA Support (for exporters):
- Market development assistance
- Quality upgradation schemes
- Certification support
Recommendation: Consult with local industry associations and government departments to understand current schemes and eligibility criteria.
Implementation Guide for Indian Businesses
Step 1: Feasibility Study (2-4 weeks)
Market Research:
- Identify target product categories
- Assess raw material availability and seasonality
- Evaluate competition and market demand
- Determine export vs. domestic market focus
Financial Planning:
- Prepare detailed project report
- Calculate capital and operational costs
- Identify funding sources (own capital, bank loans, subsidies)
- Project cash flows and break-even analysis
Site Selection:
- Proximity to raw material sources
- Adequate power and water supply
- Transportation connectivity
- Labor availability
- Industrial zoning compliance
Step 2: Design and Engineering (4-8 weeks)
Facility Layout:
- Raw material receiving and storage area
- Pre-processing and preparation zone
- IQF freezing area
- Packing and finished goods storage
- Quality control laboratory
- Administrative and staff areas
Equipment Selection:
- Consult with multiple equipment suppliers
- Consider product specifications and capacity requirements
- Evaluate energy efficiency and running costs
- Check after-sales service availability in India
- Request reference installations for site visits
Utility Planning:
- Electrical load calculations and backup power
- Water supply and treatment
- Effluent treatment plant sizing
- Compressed air systems
Step 3: Regulatory Approvals (8-12 weeks)
Licenses and Certifications:
- FSSAI license application
- Pollution Control Board clearances
- Factory license (if applicable)
- Fire safety certificate
- Building plan approvals
Start Certification Process:
- HACCP implementation (if targeting exports)
- ISO 22000 preparation
- BRC/other export certifications (begin documentation)
Step 4: Construction and Installation (4-6 months)
Civil Work:
- Building construction or modification
- Insulation and cold room construction
- Flooring (anti-skid, easy to clean)
- Drainage systems
Equipment Installation:
- IQF freezer installation and commissioning
- Refrigeration system setup
- Pre-processing equipment
- Packaging machinery
- Cold storage rooms
Trial Runs:
- Equipment testing and calibration
- Process optimization
- Staff training
- Mock audits
Step 5: Operations Launch (2-3 months)
Staff Training:
- Machine operation
- Food safety and hygiene
- Standard operating procedures
- Quality control protocols
Raw Material Sourcing:
- Farmer tie-ups or mandis for fruits/vegetables
- Contracts with fishing harbors or farms for seafood
- Agreements ensuring consistent quality and supply
Market Linkages:
- B2B contracts with exporters, distributors
- Retail chain tie-ups
- Online platform registrations
- Brand development for packaged products
Continuous Improvement:
- Monitor production efficiency
- Track quality metrics
- Customer feedback incorporation
- Process optimization
Frequently Asked Questions (FAQs)
What does IQF stand for?
IQF stands for Individual Quick Freezing. It is a freezing technique where individual food pieces are frozen separately at very low temperatures (-30°C to -40°C) using high-velocity cold air, resulting in free-flowing frozen products rather than solid blocks.
How is IQF different from normal freezing?
Normal or conventional freezing typically freezes products slowly in large blocks or containers, causing products to stick together and forming larger ice crystals that damage food cells. IQF freezes items individually and rapidly, creating smaller ice crystals that preserve texture, nutritional value, and appearance while keeping pieces separated.
What is the IQF process in the food industry?
The IQF process involves:
- Preparing and pre-treating food (cleaning, cutting, blanching)
- Loading products onto a conveyor or fluidized bed
- Exposing products to extremely cold air (-30°C to -40°C) moving at high velocity
- Rapidly freezing each piece individually within 5-40 minutes
- Packaging frozen products immediately
- Storing at -18°C or below
What are the advantages of IQF?
Key advantages include:
- Individual pieces that don’t stick together
- Superior texture, color, and nutritional retention
- Portion control and convenience for end-users
- Extended shelf life (18-24 months)
- Premium quality suitable for export markets
- Reduced waste and better inventory management
- Food safety through rapid freezing
Is IQF technology suitable for small-scale food processors in India?
Yes, IQF technology is available in various capacities. Small-scale processors can start with systems processing 500-1000 kg/hour, with investments starting from ₹50 lakhs to ₹1.5 crores. Government subsidies under schemes like PMFME and PMKSY can reduce the financial burden. Success depends on consistent raw material supply, market access, and capacity utilization.
Which products are best suited for IQF in India?
Popular IQF products in India include:
- Vegetables: Green peas, corn, mixed vegetables, okra
- Fruits: Mango chunks, berries, pomegranate arils
- Seafood: Shrimp, fish fillets, squid
- Poultry: Chicken pieces, nuggets, kebabs
- Ready-to-eat: Parathas, samosas, paneer cubes
Choose products with good demand, consistent supply, and favorable margins.
What temperature is required for IQF freezing?
IQF systems operate at -30°C to -40°C during the freezing process. The target core temperature for frozen products is -18°C or below. Storage facilities should maintain temperatures of -18°C to -25°C to preserve product quality throughout shelf life.
How much does IQF equipment cost in India?
IQF equipment costs in India range from:
- Small scale (500-1000 kg/hr): ₹50 lakhs – ₹1.5 crores
- Medium scale (1000-3000 kg/hr): ₹1.5 crores – ₹4 crores
- Large scale (3000-8000 kg/hr): ₹4 crores – ₹10 crores
Total project costs including infrastructure, cold storage, and auxiliary equipment typically range from ₹1.5 crores to ₹15 crores depending on capacity and product type.
What are the quality standards for IQF products in India?
IQF products in India must comply with:
- FSSAI regulations for licensing, labeling, and food safety
- HACCP certification (mandatory for exports, recommended for all)
- ISO 22000 for food safety management
- BRC/IFS standards for European markets
- Temperature maintenance: -18°C or below throughout supply chain
- Cold chain documentation and traceability
How long do IQF products last?
When properly frozen and stored at -18°C or below, IQF products typically have a shelf life of:
- Vegetables: 18-24 months
- Fruits: 12-18 months
- Seafood: 12-24 months (depends on species and fat content)
- Poultry and meat: 12-18 months
- Ready-to-eat products: 9-12 months
Shelf life depends on proper handling, packaging quality, and consistent cold chain maintenance.
What is the difference between IQF and blast freezing?
IQF (Individual Quick Freezing):
- Products frozen individually on moving conveyors
- Pieces remain separated and free-flowing
- Specialized equipment with precise air circulation
- Higher equipment cost but premium product quality
- Best for portion-control products
Blast Freezing:
- Products frozen on stationary trays or racks
- May stick together if not properly spaced
- Simpler equipment and lower cost
- Suitable for products that will be broken apart or used in bulk
- Faster setup but less flexibility
Can IQF technology help my business export products?
Yes, IQF technology significantly enhances export potential because:
- IQF products meet international quality standards
- Premium quality commands better prices in export markets
- Certifications like HACCP, BRC are easier to obtain with proper IQF setup
- Products are convenient for international customers
- Extended shelf life facilitates long-distance shipping
- Individual freezing ensures product integrity during transport
India’s seafood exports, particularly IQF shrimp, demonstrate the strong export potential of IQF products.
What is the power consumption for IQF freezers?
Power consumption depends on capacity and efficiency but typically ranges from:
- Small systems: 30-50 kW
- Medium systems: 75-150 kW
- Large systems: 200-400 kW
Operating costs are approximately ₹2-4 per kg of frozen product, varying by electricity tariff, capacity utilization, and ambient temperature. Energy-efficient systems with heat recovery can reduce costs by 15-20%.
Do I need special training to operate IQF equipment?
Yes, proper training is essential for:
- Equipment operation and troubleshooting
- Food safety and hygiene protocols
- Quality control procedures
- Maintenance schedules
- HACCP and documentation
Most equipment suppliers provide initial training. Ongoing training should be conducted for new staff. Consider partnering with food technology institutes or hiring experienced supervisors from the frozen food industry for critical positions.
Conclusion
Individual Quick Freezing (IQF) represents a significant opportunity for Indian food processors looking to enter premium domestic and export markets. While the technology requires substantial capital investment, the benefits in terms of product quality, market access, and pricing power make it an attractive option for serious food processing businesses.
Success with IQF technology depends on three critical factors:
- Consistent raw material supply at competitive prices
- Efficient operations with high capacity utilization
- Strong market linkages through contracts and certifications
As India’s frozen food market continues to grow and export opportunities expand, IQF technology will play an increasingly important role in the food processing sector. Businesses that invest in quality equipment, obtain necessary certifications, and focus on operational excellence will be well-positioned to capitalize on this growth.
For businesses considering IQF implementation, we recommend starting with a thorough feasibility study, visiting existing installations, and consulting with experienced equipment suppliers and industry experts to develop a robust implementation plan.
Need help selecting the right IQF equipment for your business? Contact Rinac’s team of food processing experts for customized consultation and equipment solutions tailored to the Indian market.
About Rinac: Rinac is a leading provider of industrial refrigeration and food processing solutions in India, offering comprehensive support from equipment selection to installation and after-sales service.