Freezoline is a premium brand offering high-performance refrigeration solutions designed to address the critical needs of food preservation. The brand specializes in providing efficient and reliable systems that ensure products remain fresh, safe, and of high quality across the food supply chain. With a focus on minimizing spoilage and wastage, Freezoline serves a wide range of industries where refrigeration is paramount, including food processing, storage, and transportation. These advanced systems cater to both large and small-scale businesses that require cutting-edge technology for handling perishable goods.
Freezoline’s components typically include:
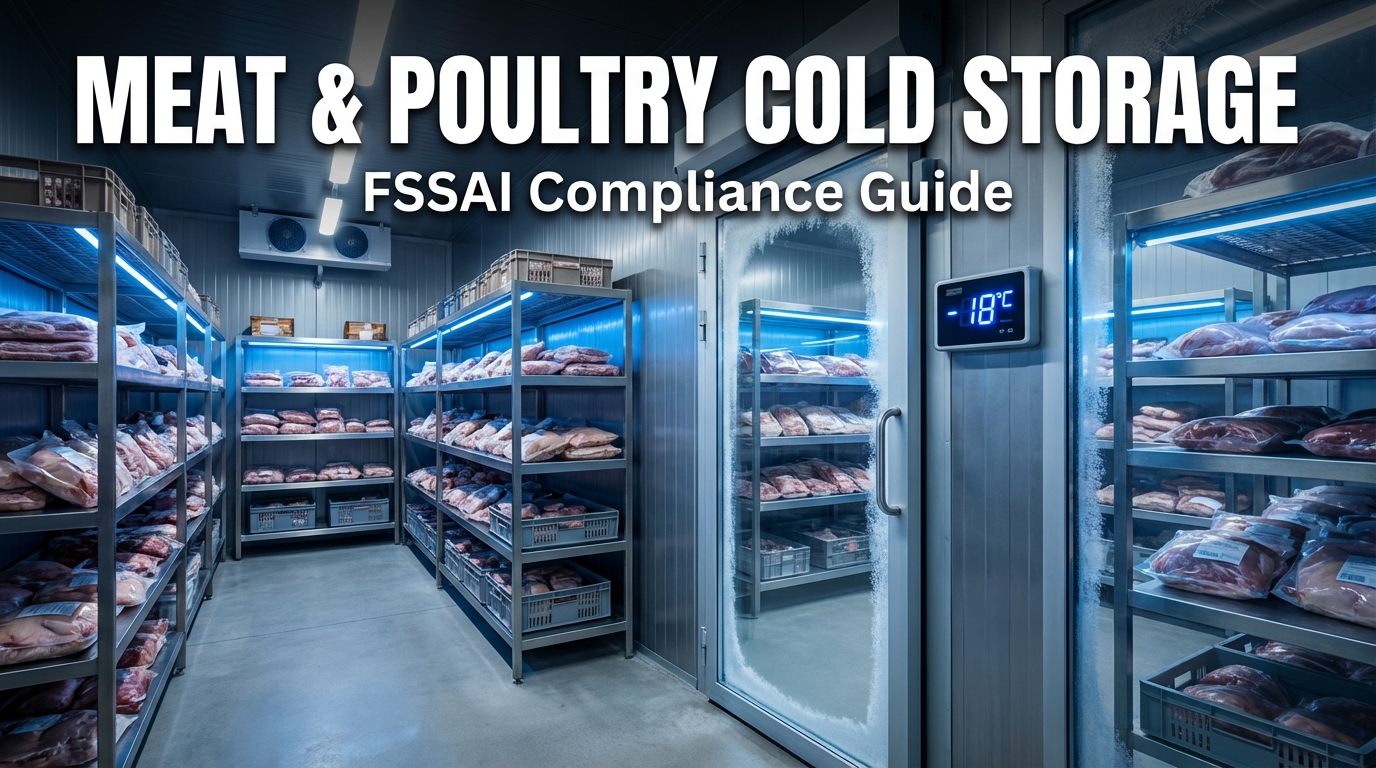
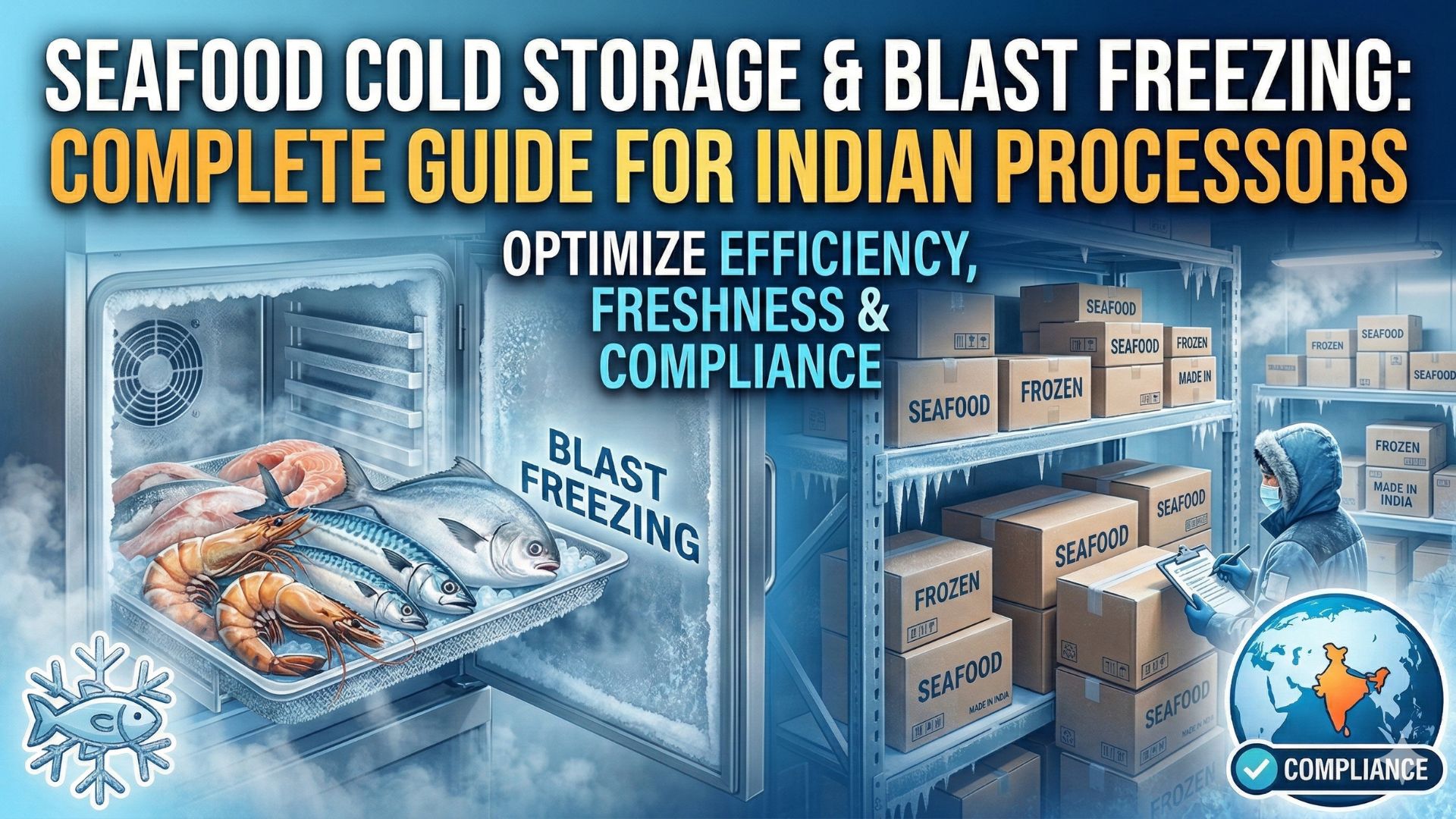
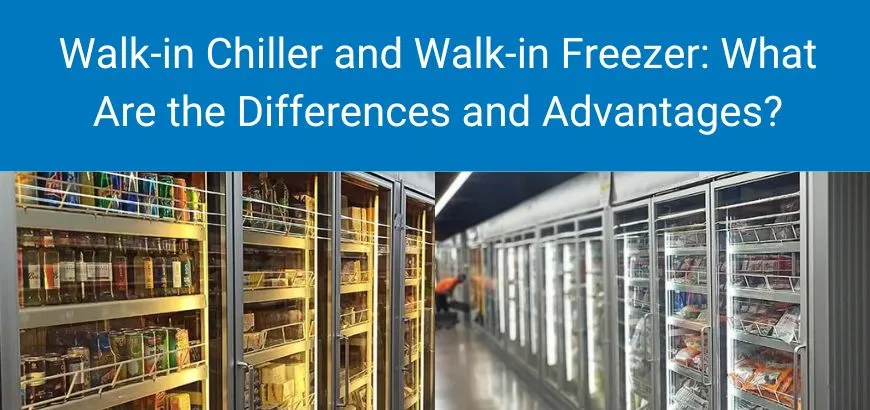
- Blast Freezers and Chillers: For rapid temperature reduction to preserve food quality.
- Cold Storage Units: Designed to maintain a consistent temperature over time.
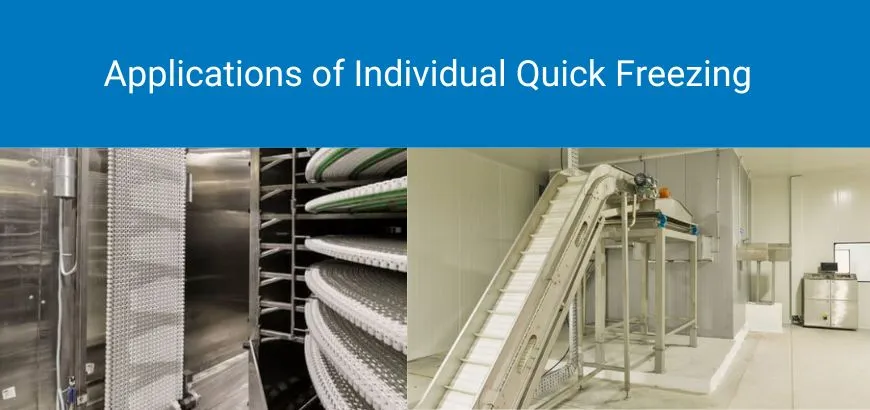
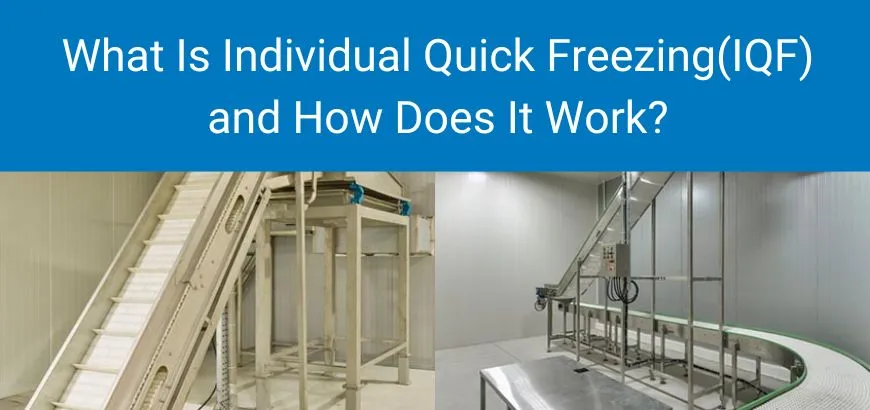
- Individual Quick Freezers (IQF): Used for freezing items individually without clumping.
- Refrigeration Units: For temperature regulation and optimized cooling processes.